
目录
快速导航-

固相增材制造专题 | 铝合金搅拌摩擦沉积增材制造工艺研究进展
固相增材制造专题 | 铝合金搅拌摩擦沉积增材制造工艺研究进展
-
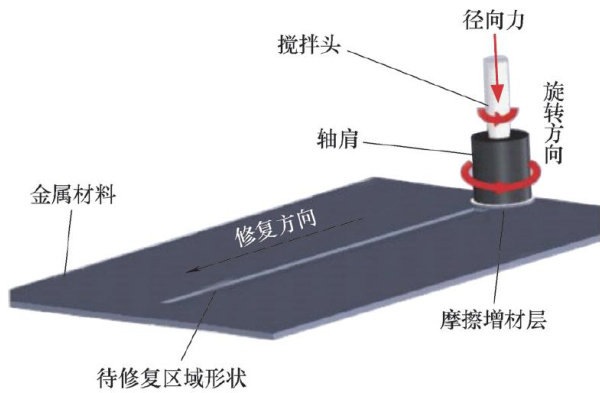
固相增材制造专题 | 基于曲面插值算法的径向搅拌摩擦增材修复形状控制技术
固相增材制造专题 | 基于曲面插值算法的径向搅拌摩擦增材修复形状控制技术
-
焊接与切割 | 新质生产力视角下的焊接专业高层次人才培养策略研究
焊接与切割 | 新质生产力视角下的焊接专业高层次人才培养策略研究
-
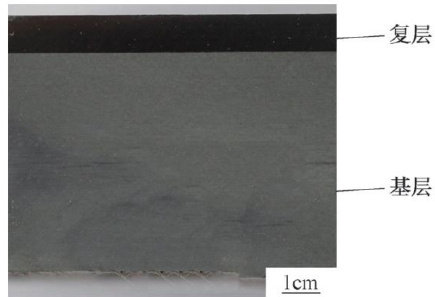
焊接与切割 | 桥梁用不锈钢-耐候钢复合钢板试验研究及应用
焊接与切割 | 桥梁用不锈钢-耐候钢复合钢板试验研究及应用
-
焊接与切割 | 宽厚板精轧机特大型铸钢牌坊在线焊接修复
焊接与切割 | 宽厚板精轧机特大型铸钢牌坊在线焊接修复
-

焊接与切割 | 基于EBSD图谱的奥氏体不锈钢焊缝仿真建模及分析
焊接与切割 | 基于EBSD图谱的奥氏体不锈钢焊缝仿真建模及分析
-

焊接与切割 | 脉冲激光工艺参数对M170P/DC06差厚拼焊接头组织与性能的影响
焊接与切割 | 脉冲激光工艺参数对M170P/DC06差厚拼焊接头组织与性能的影响
-

焊接与切割 | 探究激光与MAG电弧在复合焊接中的相互影响
焊接与切割 | 探究激光与MAG电弧在复合焊接中的相互影响
-
焊接与切割 | 2.25Cr-1Mo-0.25V钢研究进展与挑战
焊接与切割 | 2.25Cr-1Mo-0.25V钢研究进展与挑战
-

热处理 | 超高温气冷堆用Haynes230合金高温蠕变机制及显微组织演变
热处理 | 超高温气冷堆用Haynes230合金高温蠕变机制及显微组织演变
-
热处理 | 基于数值模拟的20MnCr5钢齿轮渗碳淬火工艺优化
热处理 | 基于数值模拟的20MnCr5钢齿轮渗碳淬火工艺优化
-

热处理 | 固溶及时效热处理对冷拉态GH600合金组织和力学性能的影响
热处理 | 固溶及时效热处理对冷拉态GH600合金组织和力学性能的影响
-
热处理 | 42CrMo钢滚轮中频感应淬火工艺研究
热处理 | 42CrMo钢滚轮中频感应淬火工艺研究
-

热处理 | 40CrNiMoA钢热处理组织与性能研究
热处理 | 40CrNiMoA钢热处理组织与性能研究
-
热处理 | Ti-Zr-Hf-Si合金熔体对C/C复合材料的润湿性能影响研究
热处理 | Ti-Zr-Hf-Si合金熔体对C/C复合材料的润湿性能影响研究
-
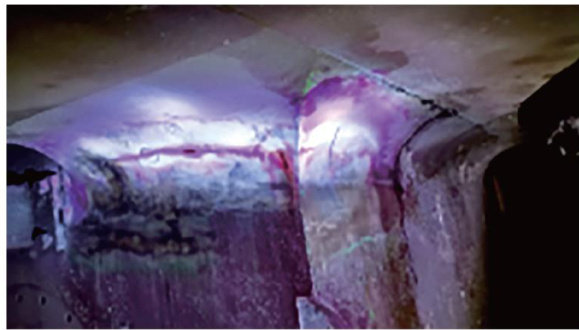
铸造与锻造 | 转向桥壳体铸件的铸造工艺设计及优化
铸造与锻造 | 转向桥壳体铸件的铸造工艺设计及优化
-

铸造与锻造 | 高品质Ti662钛合金棒材的制备及无损检测异常区域剖析
铸造与锻造 | 高品质Ti662钛合金棒材的制备及无损检测异常区域剖析
-
增材制造 | 激光熔丝增材制造过程气孔演化行为研究
增材制造 | 激光熔丝增材制造过程气孔演化行为研究
-
增材制造 | 球墨铸铁激光熔覆新型Fe-lnconel625合金涂层的组织特征
增材制造 | 球墨铸铁激光熔覆新型Fe-lnconel625合金涂层的组织特征
-
增材制造 | 基于激光增材制造的人形机器人腿部结构拓扑优化设计
增材制造 | 基于激光增材制造的人形机器人腿部结构拓扑优化设计
-

检测 | 空心轴断裂失效分析
检测 | 空心轴断裂失效分析
-
检测 | 65Mn钢弹簧断裂原因分析
检测 | 65Mn钢弹簧断裂原因分析
-
检测 | 25Cr3Mo钢导向滑靴断裂行为研究
检测 | 25Cr3Mo钢导向滑靴断裂行为研究
















 登录
登录